|
|
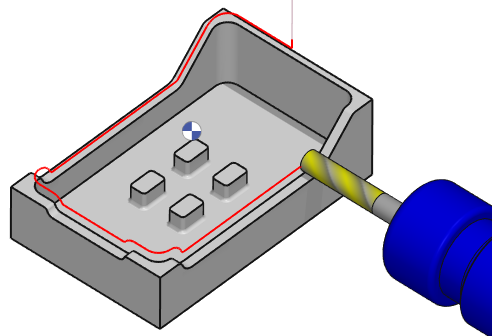
Cette opération 5 axes en roulant est appliquée sur un seul profil. Ensuite, dans la page de stratégie, vous devez définir le côté du trajet d'outil en fonction de la face solide. Rappel technique sur EN ROULANT la coupe : Dégagement axial de paroi latérale Avance . L'objectif est de produire la surface cible avec une seule coupe , en utilisant toute la longueur de la flûte de l'outil . La motivation est :
|
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajectoire |
Décalage de trajectoire |
|
|
Surépaisseurs |
Surépaisseur Z |
Surépaisseur normale |
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Approche et retrait Z |
Alt. plan garde |
Distance sécurité |
|
Approche et retrait XY |
Distance entrée |
Distance de dégagement |
|
Stratégie d'entrée |
Stratégie de dégagement |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Vitesse rotation |
Avance |
|
|
Numéro de gamme |
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Milling Set |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
Gestion des collisions |
Offset XY |
|
Zone de sécurité |
Offset Z |
|
|
Calcul des courbes |
Tolérance courbe |
Pas de segmentation |