Zyklus: Gewindeschneiden (Drehen)
Die ISO-Metrisches Gewindeprofil
|
Das ISO-Profil für Gewinde (metrisch) wird vom Standard NF ISO 68 abgeleitet. Das Profil wird durch Schneiden der Schraube oder Mutter mit einer durch die Achse verlaufenden Ebene erhalten. Siehe das Bild rechts als Referenz. Das blaue Profil bezeichnet die Mutter. Das gelbe Profil bezeichnet die Schraube.
|
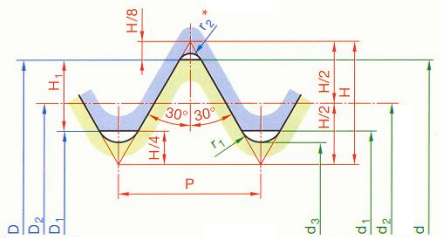
D, D1, D2 sind die Durchmesser der Mutter d, d1, d2, d3 sind die Durchmesser der Schraube. |
||
|
d=D= Nenndurchmesser |
d2=D2= d - 0.6495P |
P = Steigung |
H1 = 0.5412P |
|
d1=D1= d - 1.0825P |
d3= d- 1.2268P |
H = 0.866P |
r1 = 0.1443P |
Steigungs- und Zustellparameter
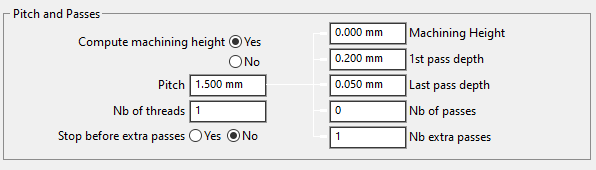
Mit den Optionen für Steigung und Zustellungen können Sie verschiedene Parameter für die Gewindebearbeitung konfigurieren.
|
Bearbeitungshöhe berechnen |
Ja oder Nein |
|
Steigung |
Gewindesteigung oder Versatz zwischen 2 aufeinanderfolgenden Eintauchvorgängen. |
|
Stopp vor den Leerläufen |
Erstellung eines Stopps vor dem Aufrufen der Leerläufe. |
|
Bearbeitungshöhe |
Bearbeitungshöhe |
|
1. Zustelltiefe |
Inkrementelle Tiefe, die dem Zustellschneiden entspricht |
|
Letzte Zustelltiefe |
Bearbeitung’s letzte Zustelltiefe (abnehmende Zustellungen). |
|
Anzahl Durchgänge |
Ermöglicht die Überprüfung der Anzahl der Durchgänge. |
|
Anzahl der Leerhübe |
Anzahl der Leerhübe am Ende der Bearbeitung. |
Die Berechnungen der verschiedenen Gewindeparameter erfolgen in GO2cam automatisch basierend auf dem Standard.
Beim Ändern des Steigung Parameters, die Bearbeitungstiefe und Anzahl Durchgänge ändert sich je nach Art der für den Vorgang verwendeten Einlage und dem ISO-Standard.
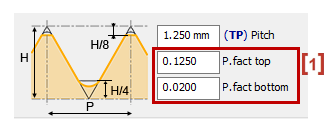
In the tool window above, we defined the pitch and the factors [1] (Top and bottom) to determine the total thickness between the outer pass and the inner pass.
Die Bearbeitungsgang muss die H/8 und H/4 Positionen berücksichtigen. Diese Berechnung rechtfertigt den Unterschied.
|
|