|
Können wir Flash-Werkzeuge in GO2cam verwalten? |
|
|
Was wir als Flash-Werkzeug bezeichnen, ist das Konzept von mehrere Werkzeuge montiert auf einem einzigen Halter , in der Regel 2, 3 oder 4 Werkzeuge. Wir können sie in GO2cam einfach verwalten, indem wir einige Regeln für die Erstellung von Werkzeugen und die Anwendung der Bearbeitung befolgen: |
|
|
|
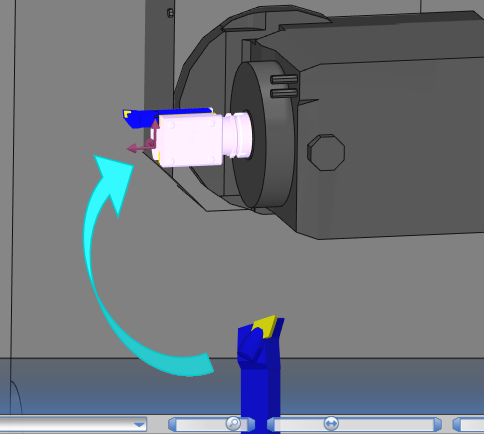
Die Programmierung der Operationen erfolgt mit dem Werkzeug ohne Halter. Hier programmieren wir eine Schruppoperation (Einsatz C) und eine Schlichtoperation (Einsatz D). |
|
Im MTE-Werkzeugmenü warten die 2 Werkzeuge darauf, montiert zu werden. Mit einem Rechtsklick auf der Spindelwerkzeugauflage können Sie 'Hinzufügen > einen Volumenwerkzeughalter' wählen. Wählen Sie das Flash-Werkzeug. Jetzt können Sie einfach Drag & Drop die 2 Werkzeuge auf die 2 Positionen des Halters ziehen und ablegen. In der Maschinenkinematik muss die Spindel mit einem B-Rotationsachse definiert werden, um das Flash-Werkzeug indizieren zu können! |
|
|
Können wir auch Flash-Einsatzhalter ?
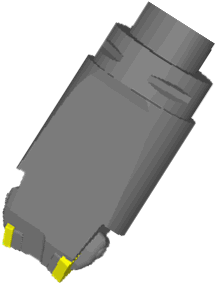
Hier ist der Flash-Halter verwalten? ein Einsatzhalter . Problem: Der Einsatzhalter ist Teil des Werkzeugs. Wir können nicht die gleiche Methode wie oben beschrieben verwenden, um diese Art von Werkzeug zu steuern. |
|
|
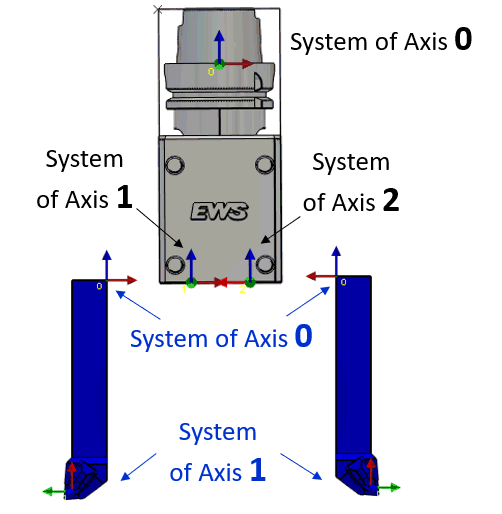
Die Lösung besteht darin, diesen Einsatzhalter so zu erstellen, als ob es 2 Einsatzhalter + 1 Halter :
Sobald die Symbole erstellt sind, können Sie die Operationen durch Hinzufügen von Einsatzhalter + Werkzeughalter in jedem der Werkzeuge programmieren. Im MTE-Werkzeugmenü sollten Sie die 2 Werkzeughalter aufbrechen und schließlich nur ein Werkzeug erstellen: Bitte sehen Sie sich das Video an, um den vollständigen Prozess zu verfolgen! Sie können hier auch Haltersymbole herunterladen: Doppel-Einsatzhalter.zip |

|
|
Warum fügt das System '_1' am Ende des Werkzeugnamens bei der Anwendung einer Ope-Liste hinzu? |
|
|
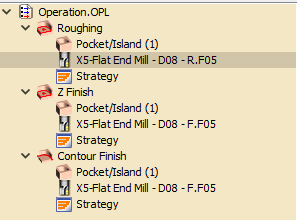
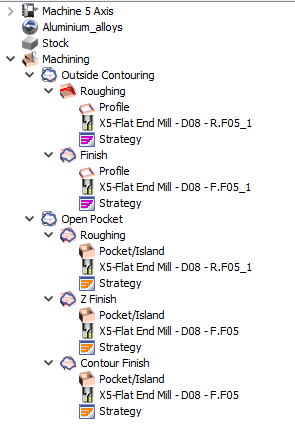
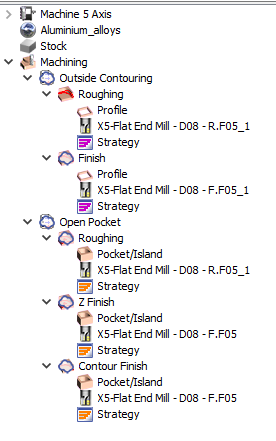
Erklärung des Problems: Die Ope-Liste enthält die Werkzeuge 'X5-Schaftfräser - D08 - R.F05' und 'X5-Schaftfräser - D08 - F.F05', die auch in der GO2cam-Werkzeugbibliothek vorhanden sind. Diese Ope-Liste wurde einige Zeit zuvor oder sogar einen Tag zuvor erstellt. In der Zwischenzeit können einige Änderungen an dem Werkzeug in der Werkzeugbibliothek vorgenommen worden sein. Diese Änderungen können Unterschiede in der Abmessung oder einfach nur einen Kommentar sein.
Dieses Problem erstreckt sich wiederum auf die MTE-Umgebung und verursacht Probleme bei der automatischen Montage von Werkzeugen mit der Werkzeugnummerierung. |
|
|
Wie kann man es beheben? Um diese Situation zu verhindern, gibt es eine Option im Ope-Listen-Menü, die ' Werkzeug-Update ' heißt. Es ermöglicht, die Werkzeuge in der Ope-Liste mit den Werkzeugen in der Bibliothek zu vergleichen. 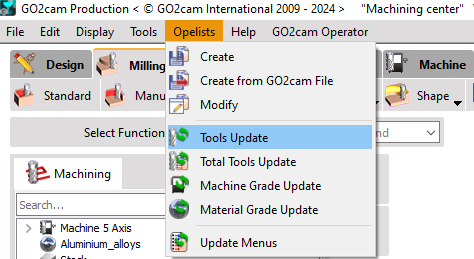
Klicken Sie einfach darauf, wählen Sie die Ope-Liste aus, die Sie aktualisieren möchten, und klicken Sie auf Öffnen, um sie zu aktualisieren. |
|
|
Was sind Tonnenfräser, welche Typen gibt es und für welche Operationen/Bearbeitungszyklen sind sie in GO2cam anwendbar? |
||
|
Tonnenfräser, im Gegensatz zu herkömmlichen Schaftfräsern oder Kugelkopffräsern, die eine zylindrische oder kugelförmige Form haben, weisen eine gekrümmte, tonnenartige Geometrie auf. Dieses Design bietet dem Werkzeug mehrere Radiusprofile und hat mehrere Vorteile bei der Bearbeitung, insbesondere bei komplexen und hochpräzisen Anwendungen. Die Hauptvorteile des Werkzeugs sind wie folgt:
Die Arten von Tonnenfräsern und die Zyklen, in denen sie verfügbar sind, sind unten aufgeführt: |
||
|

|
Kreissegmentfr. Linsenform Fräsen>Form>Automatisch: millyuGO, Schruppen/Nachbearbeiten, Schruppen Winkelparallel, Tasche, Schlichten Flächenübergreifend, Schlichten Formfräsen>Schruppen/Nachbearbeiten: Schruppen, Restschruppen, Alle Schlichtzyklen außer Spiral und Restschlichten, Profilprojektion, 5X Experte Zyklen |
|
|

|
Kreissegmentfr. Tropfenform Formfräsen: Schlichten - Z Schlichten, 5X Experte Zyklen |
|
|

|
Kreissegmentfr. Tonnenform Formfräsen: Schlichten - Z Schlichten, 5X Experte Zyklen |
|
|

|
Kreissegmentfr. Tonne/Linse 5X Experte Zyklen |
|
|

|
Kreissegmentfr. Kegelform 5X Experte Zyklen |
|
|
Sie können sich rechts ein Einführungsvideo ansehen. |
|
|

|
Wie führt man Gewindeoperationen mit unterschiedlichen Steigungen durch? |
|
|
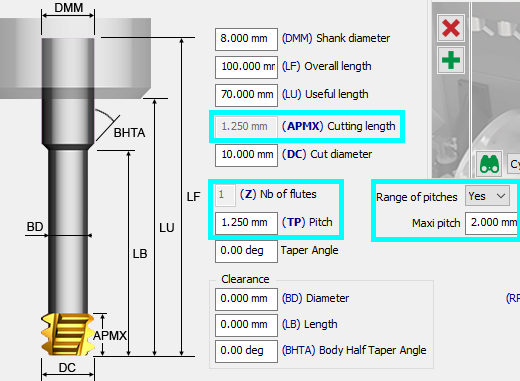
Auf der Werkzeugseite für Gewindefräser können wir einen Bereich von Steigungen definieren. |
|
|
Mechanismus zur Berechnung:
|
|
|
Auf der Strategieseite von Gewindefräsen wird das Steigungsfeld aktiviert. Sie können nur einen Wert innerhalb des Bereichs der Mini-Steigung und Maxi-Steigung eingeben, die auf der Werkzeugseite definiert sind, andernfalls erhalten Sie eine Fehlermeldung. 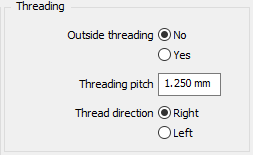
Der Vorteil ist, dass das gleiche Werkzeug verwendet werden kann, um mehrere Löcher mit unterschiedlichen Steigungen zu bearbeiten. Sehen Sie sich rechts ein Video an, das die Anwendung dieser Parameter zeigt. |

|
|
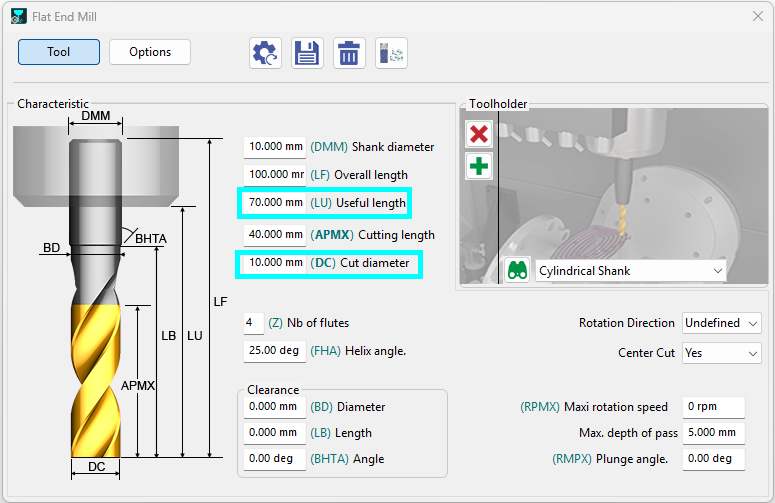
Wie kann ich die nutzbare Länge und den Durchmesser eines Werkzeugs ändern? |
|
|
|
|
|
|