Zyklen: Stirnseite, Schruppen, Synchron Schruppen
|
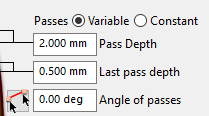
Parameter auf der Seite Strategie, mit denen die Zustellungen der Werkzeugwege und die Schnitttiefe pro Zustellung gesteuert werden können. Diese Parameter können für Schruppzyklen verwendet und für Außen-, Innen-, Flächen- oder Rückenprofile definiert werden. Die Parameter sind:
|
|
|
Zustellungen Variabel: Die Zustelltiefe wird für jeden Schnittpfad automatisch basierend auf den definierten Werten für Zustelltiefe und letzte Zustelltiefe angepasst. Die Schnitte beginnen mit der höchsten Tiefe und verringern sich allmählich bis zur letzten Zustelltiefe.
Konstant:
Der Wert für die Zustelltiefe wird für jeden Durchgang angewendet, und der letzte Durchgang (weniger als Pfadtiefe) erfolgt in einem Durchgang. Der Parameter für die letzte Pfadtiefe wird in dieser Konfiguration nicht berücksichtigt und ist ausgegraut.
|
|
|
Zustelltiefe Dies definiert die maximale Schnitttiefe für jeden inkrementellen Werkzeugweg.
Letzte Zustelltiefe: Dies definiert die maximale Schnitttiefe für den letzten Werkzeugweg. Definiert auch den abnehmenden Zustelltiefenwert für variable Zustellungen. |
|
|
Beispiel: Für einen Planvorgang mit einer Materialstärke von 5 mm, die entfernt werden soll, und Zustelltiefe = 2 mm, letzte Zustelltiefe = 0,5 mm.
|
|
|
Sonderfall: Angenommen, wir legen einen Vorgang mit einer variablen Zustellung und einer zu entfernenden Materialstärke von 5 mm fest. Die Zustelltiefe = letzte Zustellung = 2 mm. In dieser Einstellung soll die Pfadtiefe konstant bleiben, jedoch mit einem Maximalwert von 2 mm. Durch Anwenden des höchsten Werts (2 mm) werden jedoch 2 Zustellungen und ein Rest von 1 mm erzeugt, was nicht möglich ist. Daher werden 3 Zustellungen von 1,667 mm erzeugt, um die Einstellungen zu berücksichtigen. |