Change / Create Tool
1 - Werkzeug in Bibliothek erstellen
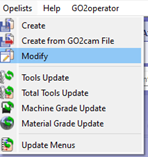
2 - OPL bearbeiten
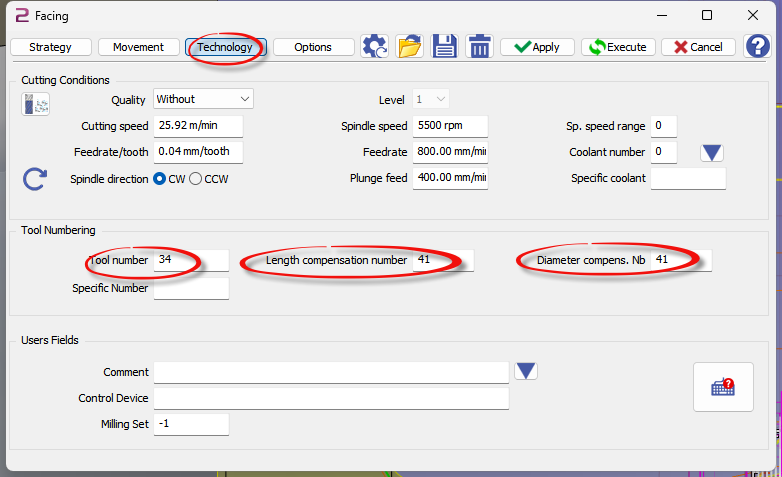
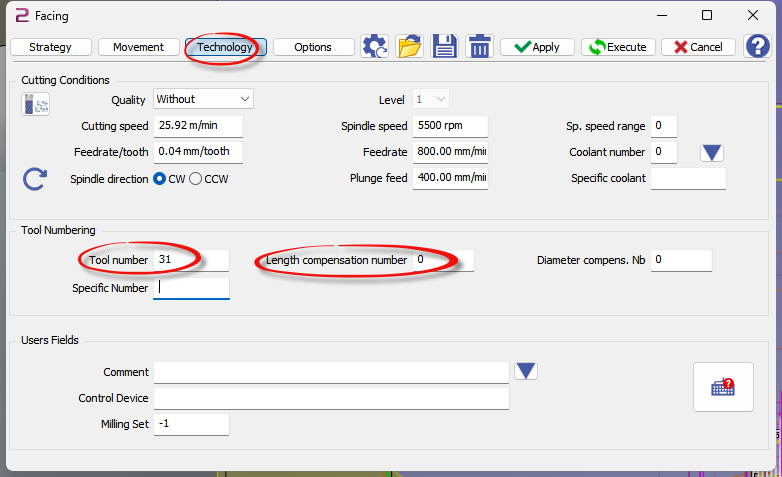
3 - In OPL die richtige Werkzeugnummer und ggf. die richtige Nummer für die Werkzeuglängenkompensation eintragen
|
T3441 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T41
|
|---|
|
T3100 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T31 |
|---|
Tool Path
Roughing
|
Referenz (Geometrieauswahl) 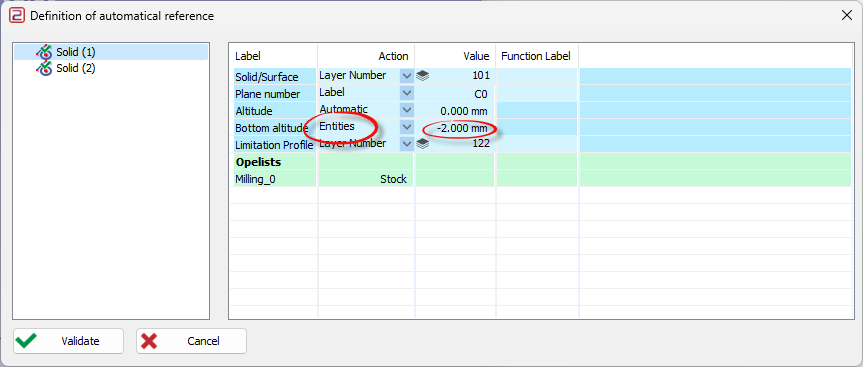
|
Bodenhöhe = ELEMENT Wert muss Werkzeugradius sein 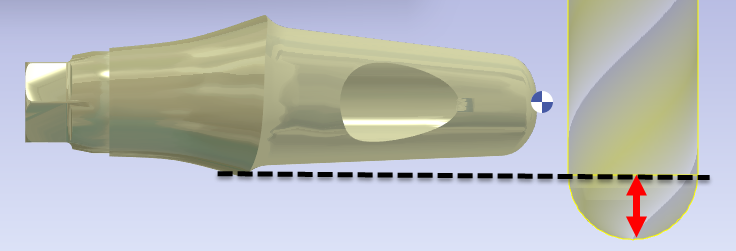
|
Um die Bearbeitungszeit zu verkürzen, ist es wichtig, den Anschlag an der Position mit dem minimalen Hinterschnitt zu platzieren - wir können die Anzahl der Durchgänge reduzieren
|
Korrekte Platzierung minimale Z-Tiefe 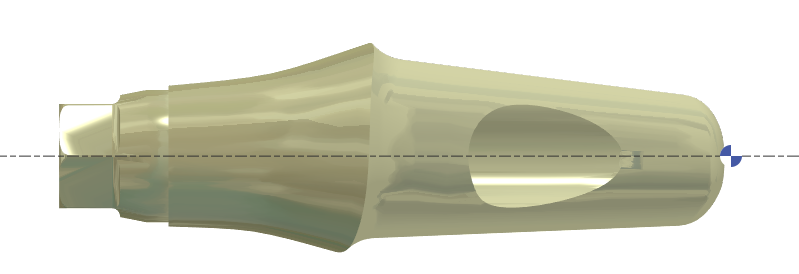
|
Nicht korrekt, viele Durchgänge in Z 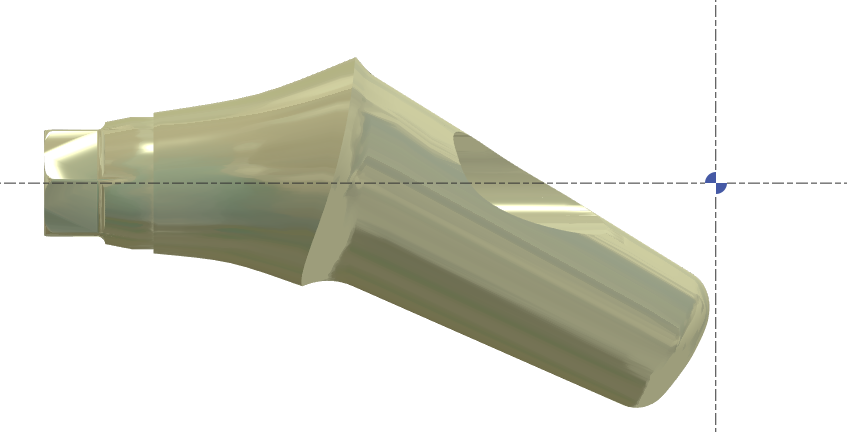
|
Einstellung, um das minimale Luftschneiden zu erhalten
|
Strategie-Registerkarte |
Bewegungs-Registerkarte |
Optionen-Registerkarte |
|---|---|---|
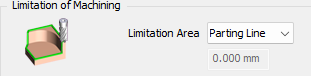
Automatischer Stopp an der Trennlinie. |
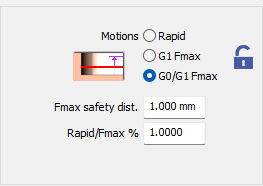
Schnelllauf.Fmax % = 1, um maximal G0 für die Verbindung zwischen 2 Bahnen zu haben |

Wert = 0.1 Hier ist der Rohteil nach dem Drehvorgang, daher ist der Rohteil sehr glatt keine Notwendigkeit für eine kleine Toleranz |
Den Werkzeugweg von außen nach innen starten erzwingen |
|
|
Um Rückzugsbewegungen zu vermeiden. Werkzeugarbeitsbereich nach Bereich |
|
|
4Xs
Automatische Referenz:
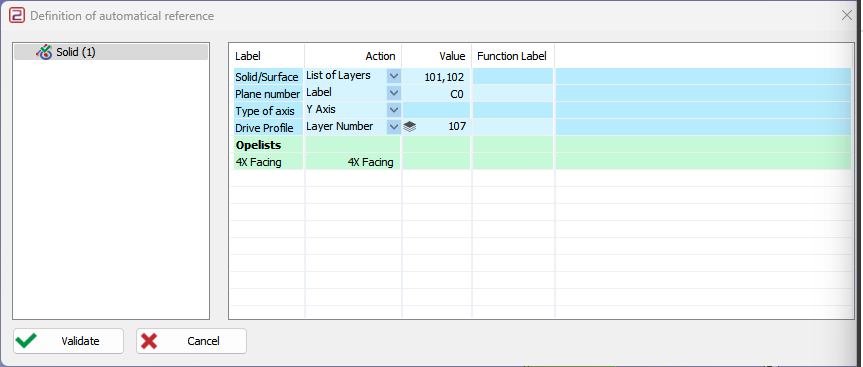
101: STL-Datei + Roter Zylinder zum Schutz des Verbindungsbereichs
102: SOLID auf der Rückseite, um die okklusale Fläche nicht zu berühren
107: Führungslinie für 4-Achsen-Werkzeugweg - Länge kann in den Einstellungen angepasst werden
NB: (ohne MTE)
|RSTATE|0|180.000000
||RSTATE|1|270.000000|
|
Optionen-Registerkarte |
|
|---|---|
|
|
|
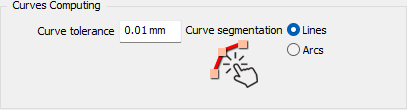
Kurventoleranz = 0.01 
|
Kurventoleranz = 0.1 
|
Edit Drilling OPERATION

|
..\opelist\casm\02_Bohren 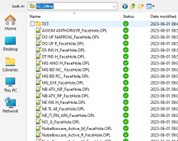
|
|
Rechtsklick, um das Menü und dann „Strategiebearbeitung“ aufzurufen 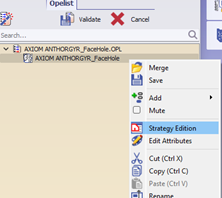
|
Auf das rote Symbol klicken 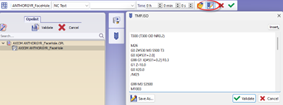
|
|
NC-Codes ändern – dann speichern 
|
Datei speichern unter: ..\opelist\casm\02_Bohren |
Edit Connecting Area OPERATION
|
..\opelist\casm\08_Verbindungsbereich 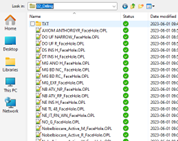
|
|
Rechtsklick, um das Menü und dann „Strategiebearbeitung“ aufzurufen 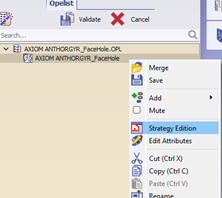
|
Auf das rote Symbol klicken 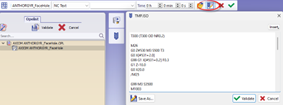
|
|
NC-Codes ändern – dann speichern 
|
Datei speichern unter: ..\opelist\casm\0 8_Verbindungsbereich |
Change TOOL - Process will be change if no MTE
1 – Erstellen Sie Ihr neues Werkzeug in der Datenbank
2 – Laden Sie Ihr Werkzeug in MTE
3 – FMO speichern
4 – Neue Datei, um zu prüfen, ob sich das Werkzeug in der Maschine befindet
5 – OPL-Rückwärtsdrehen bearbeiten und Werkzeug ändern (Sie können die vorherige OPL ersetzen oder eine neue erstellen)
Video ansehen!
V6.07.207
-
4-Achsen-Werkzeugweg = Werkzeugweg ist glatter, Rotationsgeschwindigkeit von S1 ist konstant, daher können wir 0,01 als Toleranz verwenden
-
Mindestdurchmesser zum Schutz des Verbindungsbereichs