
|
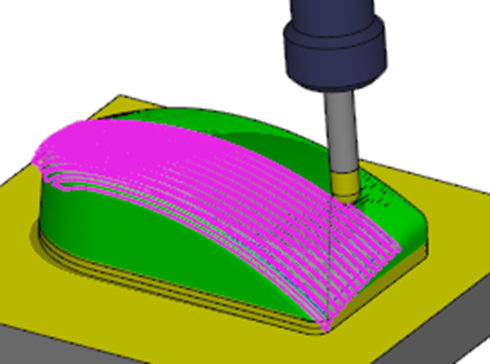
Wie beim 2X ½ Fräsen ist die Werkzeugbahn eine Überfahren die der Form des Teils folgt, mit parallelen Durchgängen in der XY-Ebene. |
Wichtige Punkte
Die Rauhigkeit wird nicht berücksichtigt. |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Planfrässtrategie |
Planfräsrichtung |
Räumwinkel |
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
Vorschubberechnung |
seitl. Zustellung XY (%) |
Vorschubwert (Ae) |
|
BodenRauhigkeit |
|
|
|
Zulagen |
Aufmaß in XY |
Aufm. senkr. zur Fläche (3D) |
|
Aufmaß in Z |
|
|
|
4 Achsen Bearbeitung |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheitsabst. Z |
Sicherheitsebene SE |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Rückzugshöhe im Zyklusablauf |
|
|
Anfahren und Ausfahren in XY |
Anfahrabstand |
Abfahr Konturverl. (konturfolgend) |
|
Anfahrradius |
Ausfahrradius |
|
|
Anfahrradius Winkel |
Ausfahrradius Winkel |
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschub |
|
|
Getriebestufe |
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Kollisionsprüfung |
Versatz XY |
|
Sicherheitsbereich |
Versatz Z |
|
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |